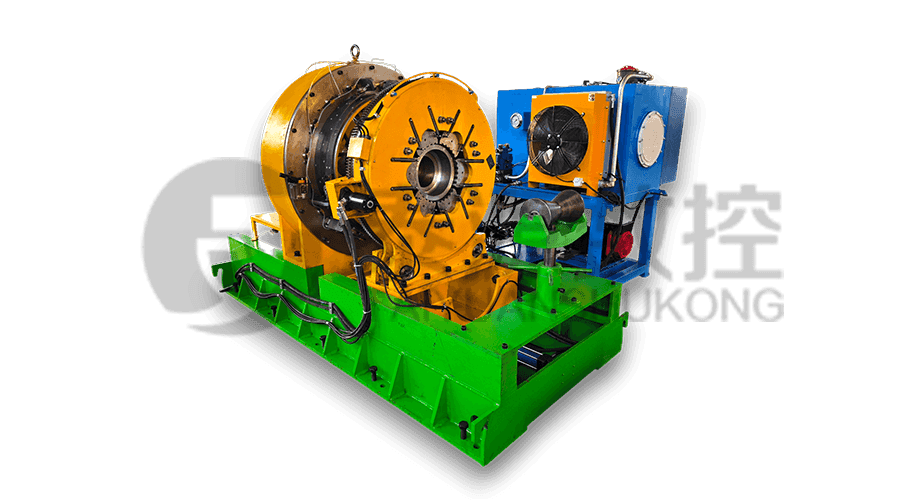
Model: Tysk-630T
Stroj prihvaća FANUC CNC sustav sa stabilnom preciznošću obrade i fleksibilni...


Izvrsna točnost obrade opreme, dobra krutost, učinkovitost prvoklasne obrade, tako da se naši proizvodi mogu kvalificirati za API standarde i većinu tržišne premijske veze. s

Stroj prihvaća FANUC CNC sustav sa stabilnom preciznošću obrade i fleksibilni...

Stroj prihvaća FANUC CNC sustav sa stabilnom preciznošću obrade i fleksibilni...






U zahtjevnom okruženju proizvodnje cjevovoda Oil Country Tubular Goods (OCTG), poštivanje standarda 5CT Američkog instituta za naftu (API) nije samo regulatorni zahtjev – to je osnova za radnu sigurnost. Cjelovitost n...

U sektoru proizvodnje naftne opreme s visokim ulozima, prijelaz sa samostalne opreme na potpuno integrirane sustave više nije luksuz – to je tehnička potreba. A cnc stroj za narezivanje navoja cijevi je srce ov...
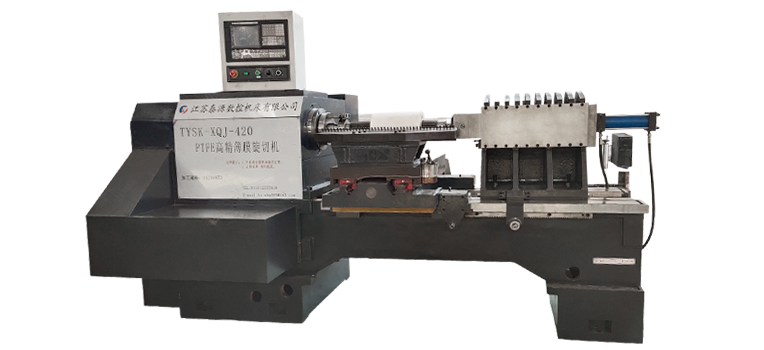
U industriji plastike visokih performansi, učinkovitost pretvaranja skupih sirovina u upotrebljive filmove kritična je metrika za profitabilnost. Obrada trupaca punjenih PTFE-om (politetrafluoroetilen)—koji često sadr...
Naša predanost
Naš je cilj pružiti prilagođena rješenja tržištu i našim kupcima, bilo da se radi o pojedinačnom proizvodu ili kompletnom setu opreme.
Iako se tržišta, primjene i kupci razlikuju, imamo jedinstven pristup koji naše kupce vodi do uspjeha.
Strpljivo i pažljivo ćemo odgovoriti na sve upite i povratne informacije kupaca.
Za bilo kakve konzultacije s klijentima, pružit ćemo najprofesionalniju i najrazumniju ponudu u najkraćem mogućem roku.
Za sve nove proizvode naših kupaca, komunicirat ćemo s njima vrlo profesionalno, saslušati njihova mišljenja i dati praktične prijedloge kako bismo osigurali da pružamo najbolje proizvode.
Svaku narudžbu naših kupaca dovršit ćemo na vrijeme, uz zajamčenu kvalitetu i količinu.

JIANGSU TAIYUAN CNC Stroj Alat Co., Ltd. ima razne CNC strojne alate za obradu cijevi. Slijedi metoda podešavanja parametara rezanja CNC strojni stroj za navođenje cijevi Da biste osigurali kvalitetu niti prilikom obrade cijevi različitih materijala:
Prerada čeličnih cijevi
Brzina rezanja: Za cijevi izrađene od srednjeg ugljičnog čelika, brzina rezanja može biti oko 100-200 m/min. Ako je legirani čelik, zbog velike tvrdoće, brzinu rezanja treba na odgovarajući način smanjiti na oko 80-150 m/min kako bi se spriječilo prekomjerno trošenje alata i osigurala kvalitetu površine niti.
Stopa dovoda: Obično je stopa dovoda po revoluciji prikladnija na 0,5-1,2 mm/rev. Za niti s visokim preciznim zahtjevima, manja brzina dovoda, poput 0,5-0,8 mm/rev, može se odabrati za poboljšanje završne obrade i preciznosti niti.
Dubina rezanja: Prema specifikacijama i zahtjevima navoja, dubina rezanja može se kontrolirati na 1-2 mm tijekom grube obrade i 0,2-0,5 mm tijekom fine obrade.
Obrada bakrenih cijevi
Brzina rezanja: Tvrdoća bakra je relativno niska, a brzina rezanja može se na odgovarajući način povećati, uglavnom oko 200-300 m/min. Međutim, brzina ne bi trebala biti previsoka, u protivnom može uzrokovati da se bakreni čipovi omotaju oko alata i utječu na kvalitetu obrade.
Brzina dovoda: Stopa dovoda može se odabrati između 0,8-1,5 mm/rev. Zbog dobre duktilnosti bakra, veća brzina unosa može smanjiti silu rezanja i spriječiti prekomjernu deformaciju materijala, ali također treba napomenuti da ne bi trebala biti prevelika da ne bi utjecala na točnost niti.
Dubina rezanja: Dubina rezanja može biti 1,5-2,5 mm tijekom grube obrade i 0,3-0,6 mm tijekom fine obrade.
Obrada aluminijskih cijevi
Brzina rezanja: Aluminij ima nisku tvrdoću i dobre performanse rezanja, tako da brzina rezanja može biti veća, obično 300-500 m/min. Međutim, pažnju treba posvetiti problemu izgrađenog ruba koji se može dogoditi tijekom rezanja velike brzine, što se može riješiti odgovarajućim mjerama hlađenja i podmazivanja.
Stopa dovoda: stopa dovoda može biti oko 1-2 mm/rev. Budući da su aluminijski materijali mekši, veća brzina dovoda može poboljšati učinkovitost obrade, ali potrebno je spriječiti da prekomjerna brzina dovoda uzrokuje oštećenja poput ogrebotina na površini niti.
Dubina rezanja: Dubina rezanja može biti 2-3 mm tijekom grube obrade i 0,3-0,8 mm tijekom fine obrade.
Prerada cijevi od nehrđajućeg čelika
Brzina rezanja: Nehrđajući čelik ima visoku čvrstoću i tvrdoću i sklon je otvrdnjavanju. Brzina rezanja općenito je 60-120 m/min. Preskana brzina uzrokovat će povećano trošenje alata, a previsoka brzina može uzrokovati opekline alata i deformaciju obrazaca.
Stopa dovoda: Stopa dovoda po revoluciji uglavnom je 0,3-0,8 mm/rev. Manja brzina dovoda može smanjiti silu rezanja, smanjiti stupanj otvrdnjavanja rada i pomoći u osiguravanju kvalitete niti.
Dubina rezanja: Dubina rezanja može se kontrolirati na 0,8-1,5 mm tijekom grube obrade i 0,1-0,3 mm tijekom fine obrade.
