


























Tehnička usporedba: Poluautomatsko naspram ručnog tvrdog uvijanja za alate za naftna polja
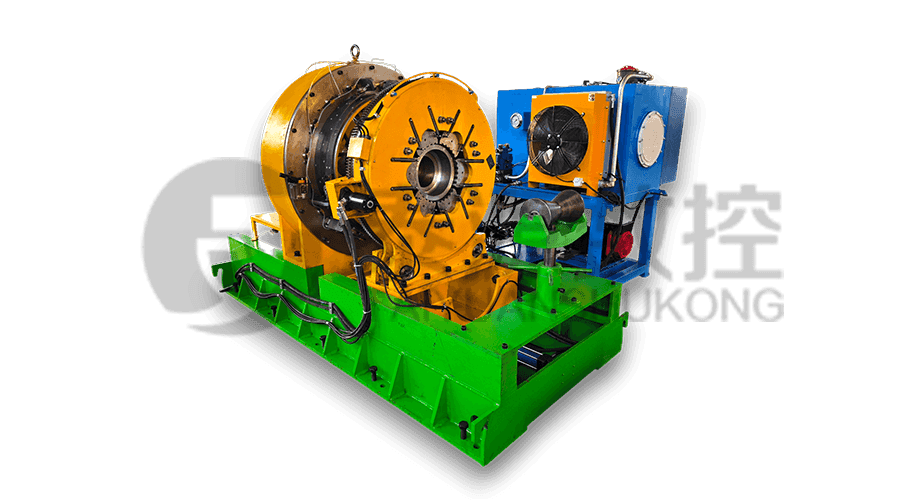
U zahtjevnim okruženjima industrije nafte i plina, tvrdo vezivanje središta bušaćih cijevi bitno je za ublažavanje trošenja kućišta i stijenki bušotine. Dok ručno zavarivanje ima povijesne korijene, prelazak na specijalizirane strojeve redefinirao je standarde za metalurški integritet. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. , nacionalna proizvodna baza za naftnu opremu, proizvodi Poluautomatski stroj za zavarivanje posebno konstruiran za tvrdo vezivanje spojeva bušaćih cijevi i centralizatora. Korištenjem procesa zavarivanja deoksidiranim plinom zaštićenim, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. osigurava spoj visoke čvrstoće otporan na habanje koji se ručnim metodama teško dosljedno ponavlja.
Kritične razlike u izvedbi tvrdog vezivanja
Tehnički prijelaz s ručnih na poluautomatske sustave utječe na strukturnu dugovječnost bušaćeg niza:
- Ujednačenost depozita: Ručno zavarivanje je osjetljivo na ljudski zamor, što dovodi do varijacija u visini i širini zrna. The Poluautomatski stroj za zavarivanje koristi mehanizam sinkronizirane rotacije i automatsko uvlačenje žice kako bi se osigurala savršeno ujednačena traka, koja sprječava lokalizirane koncentracije naprezanja.
- Integritet zaštite od plina: Zaštita od deoksidiranog plina zahtijeva stabilan protok kako bi se spriječila atmosferska kontaminacija. Poluautomatski sustavi održavaju stalnu udaljenost mlaznice, osiguravajući da zavareni bazen ostane čist i bez poroznosti, što je ključno za primjene visoke čvrstoće.
- Termalna kontrola: Pregrijavanje tijekom ručnog zavarivanja može promijeniti metalurgiju bušaće cijevi, što dovodi do krtosti. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. oprema pruža veliku pogonsku snagu s preciznom kontrolom unosa topline, čuvajući mehanička svojstva osnovnog metala.
Usporedba tehničkih parametara: poluautomatsko naspram ručnog zavarivanja
Sljedeća tablica ilustrira zašto Jiangsu Taiyuan CNC Machine Tool Co., Ltd. fokusiran je na specijalizirana poluautomatska rješenja za profesionalne usluge naftnih polja:
| Tehnička metrika | Ručno tvrdo vezivanje | Taiyuan poluautomatska serija |
|---|---|---|
| Vrsta procesa | Ručni luk/štap | Zavarivanje zaštićeno deoksidiranim plinom |
| Konzistencija zavara | Nisko (ovisno o operateru) | Visoka (mehanička preciznost) |
| Učinkovitost proizvodnje | Standardno | Visoko (kontinuirani ciklus) |
| Krutost baze stroja | N/A | Izvrsno (krutost kreveta od lijevanog željeza) |
| Precizno vrijeme zadržavanja | Minimalno | Dugoročno (komponente visoke tehnologije) |
| Točke neuspjeha | Visoko (ljudska pogreška) | Nekoliko (Jednostavna, robusna struktura) |
O Jiangsu Taiyuan CNC Machine Tool Co., Ltd.
Osnovan 2003. u gradu Taixing, "rodnom gradu Ginkga" u blizini rijeke Yangtze, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. pokriva 24.800 m² i služi kao vitalna proizvodna baza za industriju naftne opreme. Tvrtka nudi širok raspon specijaliziranih strojeva, uključujući proizvodne linije za bušaće cijevi, CNC tokarilice za spajanje cijevi i centralizator bušaćih cijevi, strojevi za navarivanje trake otporne na habanje . Uz ISO certifikat sustava kvalitete, njihove proizvode naširoko koriste industrijski divovi kao što su Shanghai Baosteel, Shandong Shengli Oilfield i međunarodna poduzeća u Sjedinjenim Državama, Japanu i Alžiru. Poznat po velikoj pogonskoj snazi i snažnoj specifičnosti, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. ostaje predan specijalizaciji energetske opreme i globalnoj izvrsnosti.
Česta pitanja u industriji
-
Zašto je zaštita od deoksidiranog plina važna za bušaće cijevi?
Tijekom navarivanja traka otpornih na habanje, svaki zarobljeni kisik može uzrokovati mikropukotine. The Poluautomatski stroj za zavarivanje od Jiangsu Taiyuan CNC Machine Tool Co., Ltd. koristi specifične mješavine plinova za deoksidaciju bazena za zavarivanje, osiguravajući da je tvrda traka visoke čvrstoće i da može izdržati veliki okretni moment dubokog bušenja.
-
Kako krutost kreveta utječe na kvalitetu zavarivanja?
Baš kao i naše bušilica s navojnim strugovima , jedinice za zavarivanje zahtijevaju stabilan temelj. Dobra krutost i jednostavna struktura strojeva iz Jiangsu Taiyuan CNC Machine Tool Co., Ltd. sprječavaju vibracije tijekom ciklusa zavarivanja, što je ključno za postizanje ravnomjerne raspodjele materijala otpornih na habanje.
-
Koje industrije imaju koristi od Taiyuanovih specijaliziranih strojeva?
Naši proizvodi naširoko se koriste u naftnim poljima, geologiji, rudarstvu i kemijskoj industriji. Bilo da se radi o a vijčana pumpa rotor glodalica ili a stroj za narezivanje navoja savijene školjke , pružamo visoku učinkovitost proizvodnje i pouzdanu kvalitetu za korisnike diljem svijeta.
