Podaci o podsjetniku


Jun 26, 2025
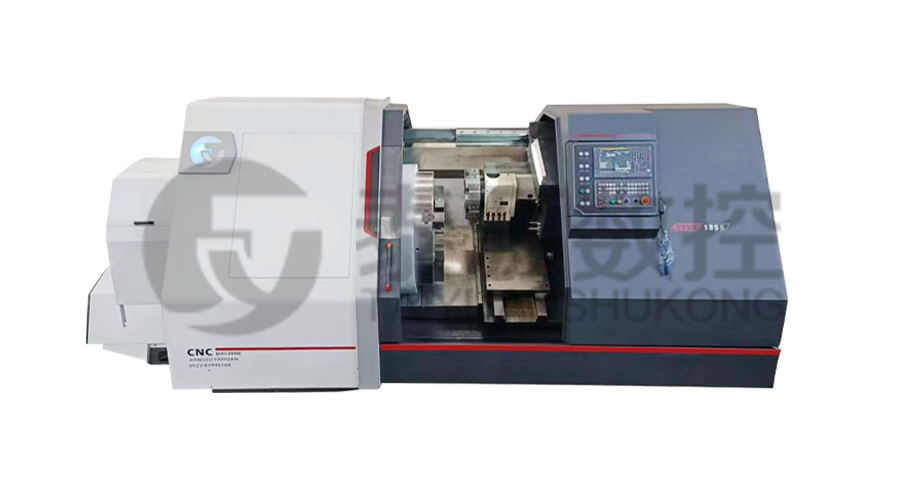
A Φ1000 mm tokarilica za obradu cijevi za ulje stoji kao kamen temeljac u teškoj industriji, posebno dizajniran za zahtjevne zahtjeve proizvodnje i održavanja naftnog i plina. Ovi robusni strojevi izrađeni su za upravljanje značajnim dimenzijama i svojstvima materijala cijevi velikog promjera, osiguravajući preciznost i učinkovitost u kritičnim operacijama. Ovaj se članak upušta u tehničku vještinu, primjenu, odabir i održavanje ovih specijaliziranih toka.
Velika provrta vretena: definirajuća karakteristika je njihova predimenzionirana provrta vretena, obično prelazi φ1000 mm, što omogućava potpuni prolazak uljnih cijevi velikog promjera kroz glavu.
Visoka krutost i stabilnost: Izgrađeni od lijevanog željeza, strojnog sloja i drugih strukturnih komponenti dizajnirani su tako da apsorbiraju vibracije i izdrže značajne sile rezanja, osiguravajući izuzetnu stabilnost tijekom obrade.
Snažni glavni motor: Opremljeni motorima s visokim motorima, ove toke mogu bez napora voziti velike radne dijelove i izvoditi duboke rezove na čvrstim materijalima poput čelika visoke čvrstoće.
Široke posteljine: Velikodušna širina posteljine pruža snažnu potporu teškim radnim dijelovima i osigurava precizno kretanje prijevoza, čak i pod ekstremnim opterećenjima.
Napredni sustavi za chucking: Često s velikim prednjim i stražnjim pukotinama (ponekad hidrauličnim ili pneumatskim), ovi sustavi sigurno prianjaju cijev, minimiziraju otjecanje i osiguravajući koncentričnost.
Promjenjive brzine vretena: Širok raspon brzina vretena, često kontroliran od strane pretvarača frekvencije, omogućava optimalne parametre rezanja u različitim materijalima cijevi i obrade.
Mehanizmi preciznog dovoda: bilo ručno, automatski ili CNC kontrolirani, sustavi za umetanje dizajnirani su za vrlo precizno pozicioniranje alata i dosljedno uklanjanje materijala.
Specijalizirani alat: Ove zalihe koriste robusne držače alata i alate za rezanje koji mogu upravljati jedinstvenim izazovima obrade cijevi, poput navoja, okretanja i komore velikih promjera.
Promjer cijevi i raspon duljine: Dok naslov određuje φ1000 mm, utvrdite cijeli raspon promjera cijevi i duljine koje ćete obrađivati. Osigurajte da kapacitet tokarilice ispunjava ili premašuje ove zahtjeve.
Kompatibilnost materijala: Različite cijevi za ulje izrađuju se od različitih stupnjeva čelika. Provjerite jesu li opcije snage, krutosti i alata tokarilice prikladne za određene materijale koje ćete obraditi.
Potrebne operacije obrade: Identificirajte primarne operacije koje ćete izvesti (npr. Navođenje, spajanje, okretanje, objedinjavanje, reming). Tokačnika treba biti opremljena potrebnim funkcionalnostima i alatima.
Zahtjevi za točnost i preciznost: Odredite razine tolerancije potrebne za vaše gotove proizvode. CNC zalihe uglavnom nude veću preciznost od tradicionalnih ručnih strojeva.
Volumen proizvodnje: Za proizvodnju velikih količina, tokarilica CNC-a s značajkama automatizacije bit će učinkovitiji. Za niže količine ili specijalizirane zadatke može biti dovoljan tradicionalni tokarilica.
Proračun: Skopci predstavljaju značajno ulaganje. Uravnotežite svoja proračunska ograničenja s značajkama i mogućnostima potrebnim za vaše poslovanje.
Podrška i usluga nakon prodaje: Razmotrite reputaciju proizvođača za podršku, dostupnost rezervnih dijelova i tehničku pomoć, jer će to biti presudno za dugoročni rad.
Proizvodnja cjevovoda nafte i plina: Ključno je za krajeve cijevi, obrade spojnica i pripremu cijevi za spajanje u novoj konstrukciji cjevovoda.
Istraživanje i proizvodnja naftnog polja: Koristi se za održavanje i popravljanje alata za bušotine, cijevi za bušenje i cijevi za kućište.
Popravak i obnova cijevi: neophodno za ponovnu navodnju oštećenih krajeva cijevi, popravljanje istrošenih presjeka i produljenje životnog vijeka vrijednih komponenti cjevovoda.
Petrokemijska i kemijska industrija: Za izradu i održavanje sustava cjevovoda velikog promjera unutar postrojenja za preradu.
Teška industrijska proizvodnja: Primjenjivo gdje god se cilindrični radovi velikog promjera zahtijevaju precizno okretanje, navoj ili suočavanje s operacijama.
Operacija:
Obuka operatera: Samo obučeni i certificirani operatori trebali bi pokrenuti stroj, pridržavajući se svih sigurnosnih protokola.
Postavljanje radnog komada: Provjerite da su cijevi čvrsto stegnute u oba Chucks -a, pravilno centrirane i podržane kako bi se spriječila probijanje i vibracije.
Parametri rezanja: Upotrijebite odgovarajuće brzine vretena, brzine dovoda i dubinu rezanja za materijal i alate kako biste optimizirali učinkovitost rezanja i trajanja alata.
Upotreba rashladne tekućine: Upotrijebite odgovarajuće rashladno sredstvo za rasipanje topline, podmazivanje djelovanja rezanja i ispiranje čipsa.
Rutinsko održavanje:
Podmazivanje: redovito provjeravajte i nadopunjavaju razine podmazivanja za sve pokretne dijelove, uključujući vodilice, zupčanike i ležajeve, prema preporukama proizvođača.
Čišćenje: Stroj držite bez čipsa, Swarf -a i prljavštine. Očistite posteljine, Chucks i Alat Post nakon svake uporabe.
Inspekcija: Povremeno pregledavate habanje na kritičnim komponentama poput Chuck Jaws -a, vodiča, olovnih vijaka i električnih priključaka.
Provjere poravnanja: redovito provjeravaju poravnavanje glave, repa i kreveta za održavanje točnosti obrade.
Briga:
Kontrola okoliša: upravljajte tokarilicom u čistom, suhom okolišu, zaštićenom od prekomjerne prašine, vlage i fluktuacije temperature.
Zaštitni poklopci: Osigurajte da su svi zaštitni poklopci i stražari na mjestu i funkcionalnim.
Skladištenje alata i dodataka: Alat za rezanje, Chuck čeljusti i drugi pribor pravilno kako bi se spriječilo oštećenje i korozija.
Planirano servisiranje: Pridržavajte se preporučenih usluga proizvođača za profesionalne inspekcije i preventivno održavanje.
CNC tokarilica za ulje:
Prednosti:
Veća preciznost i ponovljivost: CNC sustavi nude vrhunsku točnost i dosljednost u obradi operacija, idealno za složene niti i uske tolerancije.
Povećana produktivnost: Automatizirani ciklusi i brže promjene alata dovode do većeg izlaza, posebno za ponavljajuće zadatke.
Smanjena pogreška operatora: Programiranje minimizira ljudsku pogrešku, što dovodi do manje ukinutog dijela.
Složene geometrije: s lakoćom može proizvesti zamršene profile i više vrsta navoja.
Montaža:
Temelj: Za održavanje točnosti zahtijeva vrlo stabilan i razina temelja.
Napajanje: Potrebno je pouzdano i stabilno napajanje, često trofazno, sa specifičnim zahtjevima za naponom i amperažom za upravljački sustav i motore.
Kontrola okoliša: Osjetljiva elektronika zahtijeva kontrolirano okruženje, bez prekomjerne prašine, temperaturnih promjena i vlage.
Umrežavanje: može zahtijevati mrežno povezivanje za prijenos programa i daljinsku dijagnostiku.
Održavanje:
Ažuriranja softvera: Često su potrebna redovna ažuriranja softvera.
Elektronička skrb za komponente: Posebna pažnja na čistoću i temperaturu upravljačkih ormara i elektroničkih komponenti.
Dijagnostički alati: Zahtijeva specijalizirane dijagnostičke alate i stručnost za rješavanje problema s elektroničkim i softverskim problemima.
Preventivno održavanje: i dalje zahtijeva mehaničko podmazivanje i čišćenje, ali s dodanim slojem provjere elektroničkog sustava.
Tradicionalna tokarilica cijevi za naftu:
Prednosti:
Jednostavnost i robusnost: Općenito jednostavniji u dizajnu, čineći ih opraštajućim u zahtjevnijim okruženjima.
Niži početni trošak: obično jeftiniji za kupnju od usporedivog CNC modela.
Svestranost za jednokratne poslove: idealno za prilagođene, ne-ponavljajuće zadatke u kojima bi programiranje CNC-a bilo dugotrajno.
Lakše rješavanje problema: Mehanički problemi često se lakše dijagnosticiraju i popravljaju.
Montaža:
Zaklada: I dalje ima koristi od čvrste, razine temelja, ali može biti manje osjetljiva od CNC strojeva.
Napajanje: zahtijeva snažno napajanje za glavni motor.
Manje osjetljivosti na okoliš: tolerantniji na različite uvjete radionice.
Održavanje:
Mehanički fokus: Održavanje se prvenstveno vrti oko podmazivanja, čišćenja i podešavanja mehaničkih komponenti (zupčanici, ležajevi, vodiči, olovni vijci).
Zamjena dijela trošenja: Redovita inspekcija i zamjena istrošenih mehaničkih dijelova su ključni.
Operacija ovisna o vještini: Učinkovitost se uvelike oslanja na vještinu operatera u postavljanju i pokretanju stroja.
TAK THA WATHA φ1000 mm ulja je vitalna imovina za bilo koju operaciju koja se bavi cijevima velikog promjera. Razumijevanje njegovih tehničkih sposobnosti, odabir pravog stroja za specifične potrebe, osiguravanje pravilnog rada i obvezivanje marljivog održavanja sve su kritični čimbenici u maksimiziranju njegove učinkovitosti, životnog vijeka i kvaliteti posla koji proizvodi. Bilo da se odlučite za preciznost CNC-a ili svestranost tradicionalnog stroja, ulaganja u dobro održavanu tokarilu donijet će značajne prinose u zahtjevnom svijetu prerade naftnih cijevi.
Povezani proizvodi
 Model: TYSK-630T Bušilica za bušenje, spoj i tokarilica za spajanje
Model: TYSK-630T Bušilica za bušenje, spoj i tokarilica za spajanje
Stroj usvaja FANUC CNC sustav sa stabilnom preciznošću obrade i funkcijama fleksibilnog programiranja kako bi se osiguralo da obrađeni dijelovi zadovoljavaju stroge industrijske standarde. Dizajn s velikim okretnim momentom i velikim opterećenjem može se nositi s dugotrajnim kontinuiranim radom i ima veliku izdržljivost.
Model: TYSK-1355 Tokarilica za preradu ulja
Stroj usvaja FANUC CNC sustav sa stabilnom preciznošću obrade i fleksibilnim funkcijama programiranja kako bi se osiguralo da obrađeni dijelovi zadovoljavaju stroge industrijske standarde. Dizajn s velikim okretnim momentom i velikim opterećenjem može se nositi s dugotrajnim kontinuiranim radom i ima veliku izdržljivost.
 Model: TYSK-XQJ-550 Srednji i veliki PTFE filmski stroj
Model: TYSK-XQJ-550 Srednji i veliki PTFE filmski stroj
Dizajniran za obradu praznina s maksimalnim promjerom od 550 mm i maksimalnom duljinom od 1000 mm. Također možemo prilagoditi prema potrebama korisnika. Prijateljska promjena brzine i debljine s CNC-om.
 Serija: TYSK-NKJ Strojni stroj/kućište i cijevi za spajanje jedinice za spajanje
Serija: TYSK-NKJ Strojni stroj/kućište i cijevi za spajanje jedinice za spajanje
Stroj koristi hidraulički motor, mehanički plutajući mehanizam i detekciju momenta u stvarnom vremenu, prilagođava se savijanju materijala i sprječava deformaciju materijala. Pomoćni strojevi su konfigurirani za pomoć s poluautomatizacijom.
 Duga, teška materijalna rješenja Mehanizam automatskog učitavanja i istovara za navoj cijevi
Duga, teška materijalna rješenja Mehanizam automatskog učitavanja i istovara za navoj cijevi
Poseban fleksibilni način podrške može učinkovito smanjiti utjecaj savijanja obratka na obradu i poboljšati prinos. Točno odgovara našem strugu za narezivanje cijevi.
 Modularna drobilica željezne strugotine Drobilica visoke čvrstoće za čip
Modularna drobilica željezne strugotine Drobilica visoke čvrstoće za čip
Oštrice su izrađene od materijala visoke čvrstoće i razumno postavljene na izlazu iz izvlakača strugotine kako bi se razbile nakupine željezne strugotine. Smanjite rizik od vraćanja i poboljšajte iskorištenje otpadnog okvira.
 Serija: TYSK-HB Poluautomatski zavarivač rezistentnih za nošenje
Serija: TYSK-HB Poluautomatski zavarivač rezistentnih za nošenje
Primjenjivo na ARNCO 100XT, 200XT, 300XT. Podržava φ1.2-2.0 zavarivanje s jezgrom ili čvrstom žicom. Može se opremiti zavarivanjem raspršivanjem s jednim pištoljem i dvostrukim zavarivanjem raspršivanjem. Podržava kontrolu PLC ili CNC sustava.
